引用本文:刘硕,刘鲁杰,王永红,等. 响应面法优化N-乙酰氨基葡萄糖发酵液精制纯化工艺[J]. 化学试剂,2023,45(7):1-9.DOI:10.13822/j.cnki.hxsj.2023.0176
N-乙酰氨基葡萄糖(NAG)是生物体内的一种含氮单糖,广泛存在于细菌、植物和动物体内,是甲壳素的结构单元,NAG具有消炎、抗肿瘤和抗氧化等多种生物活性,被广泛应用于食品、医药、材料、农业等多个领域。通过微生物发酵将葡萄糖等生物质稳定高效地转化为NAG及其衍生物是氨糖产品目前主流的工业化生产方式。但发酵过程中产生的发酵液组成复杂,关键杂质不明确,现有纯化和精制工艺尚不能解决制约产品纯度和品质的难题。因此针对实际工业生产的发酵液,开发适用于NAG分离纯化的新工艺,发现并鉴定出影响产品品质的关键杂质,降低企业的产品损失与母液处理量具有重大的经济与社会意义。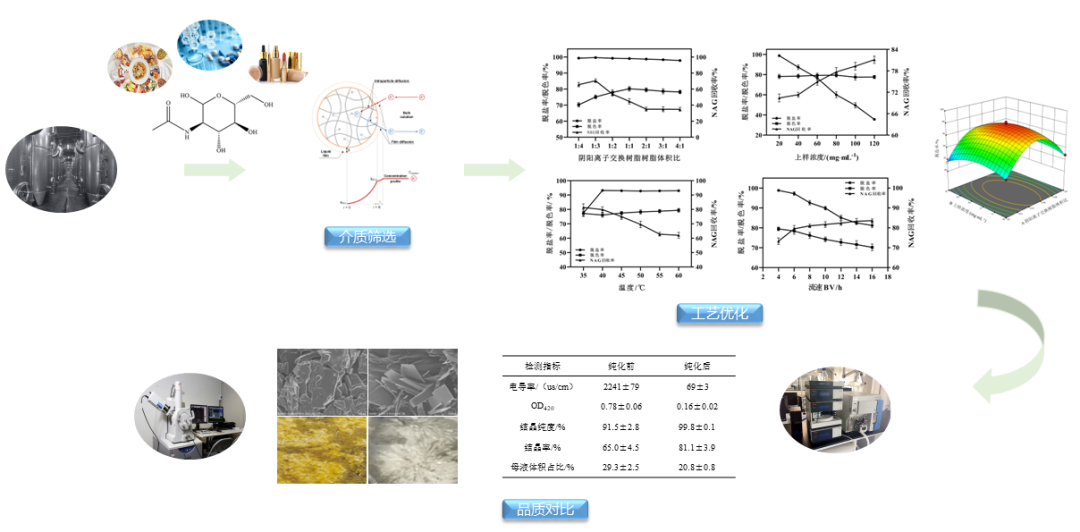
1. 针对实际工业生产的发酵液,开发了适用于发酵液中NAG分离纯化的新工艺,筛选出关键分离介质并优化了分离工艺;
2.测定了分离介质的再生性能并获得了可应用于实践的脱盐率、脱色率和NAG回收率的回归方程;
3.确定了影响产品品质的关键杂质,提高了NAG纯度与结晶率并减少母液量,降低了企业的产品损失并解决了部分废液处理问题。
1.1 主要仪器与试剂
1.2 实验方法
1.2.1 发酵液的预处理
NAG发酵液由山东润德生物科技有限公司提供,通过超滤膜除去发酵液中的蛋白质,收集超滤膜透过液作为预处理发酵液,将超滤膜透过液中NAG浓度稀释至20 mg/mL作为树脂精制纯化的初始原料。1.2.2 树脂的预处理
将干树脂置于饱和NaCl溶液中溶胀24 h并用去离子水洗净,阳离子交换树脂先用3%NaOH溶液清洗3 h,树脂用去离子水洗净后,再用5%HCl溶液清洗6 h,最后用去离子水洗至树脂流出液为中性。2.1 预处理发酵液成分分析
采用超滤膜对NAG发酵液进行预处理,收集超滤膜透过液并以NAG、蛋白质含量、电导率、OD420为检测指标进行测定,结果如表1所示。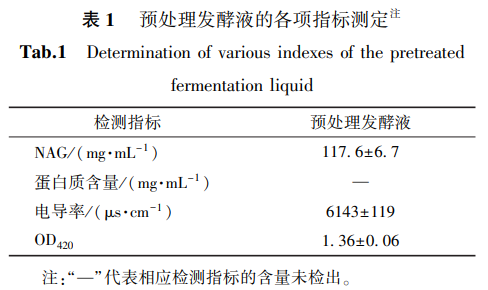
2.2 树脂筛选结果
如图1与图2所示,对比不同型号树脂对发酵液脱盐率与脱色率的影响,发现弱酸性阳离子交换树脂DS-1对发酵液的脱盐效果最佳,强碱性阴离子交换树脂HS-3对发酵液的脱色效果最佳,因此,选择DS-1树脂与HS-3树脂对发酵液进行精制纯化。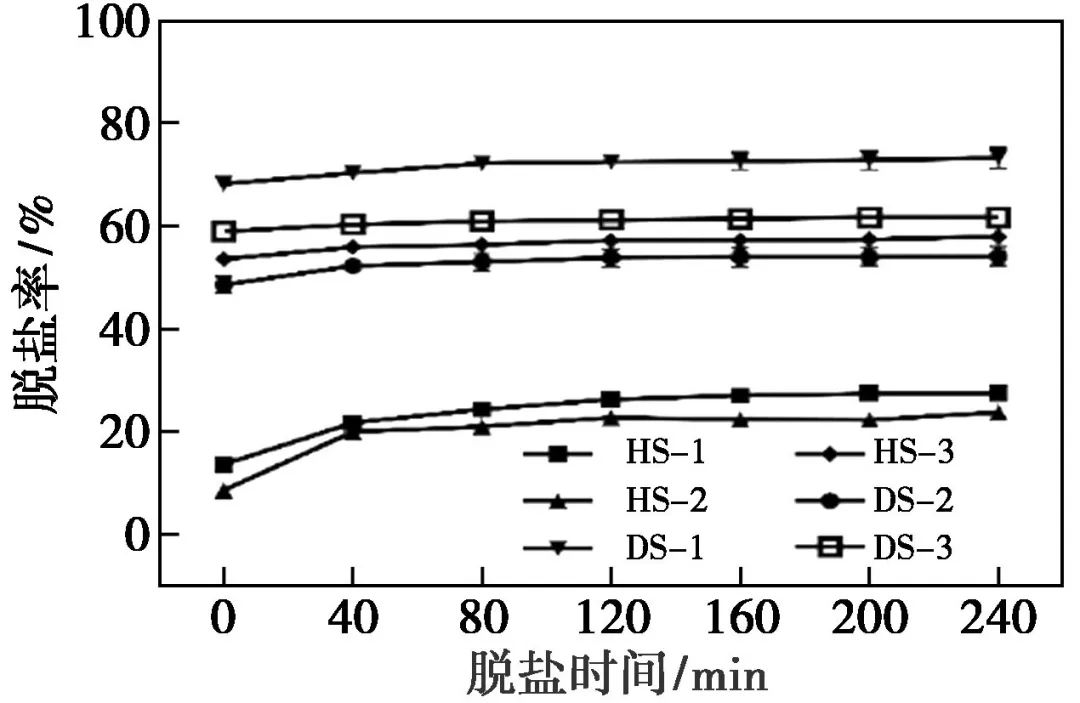
图1 不同树脂脱盐效果对比
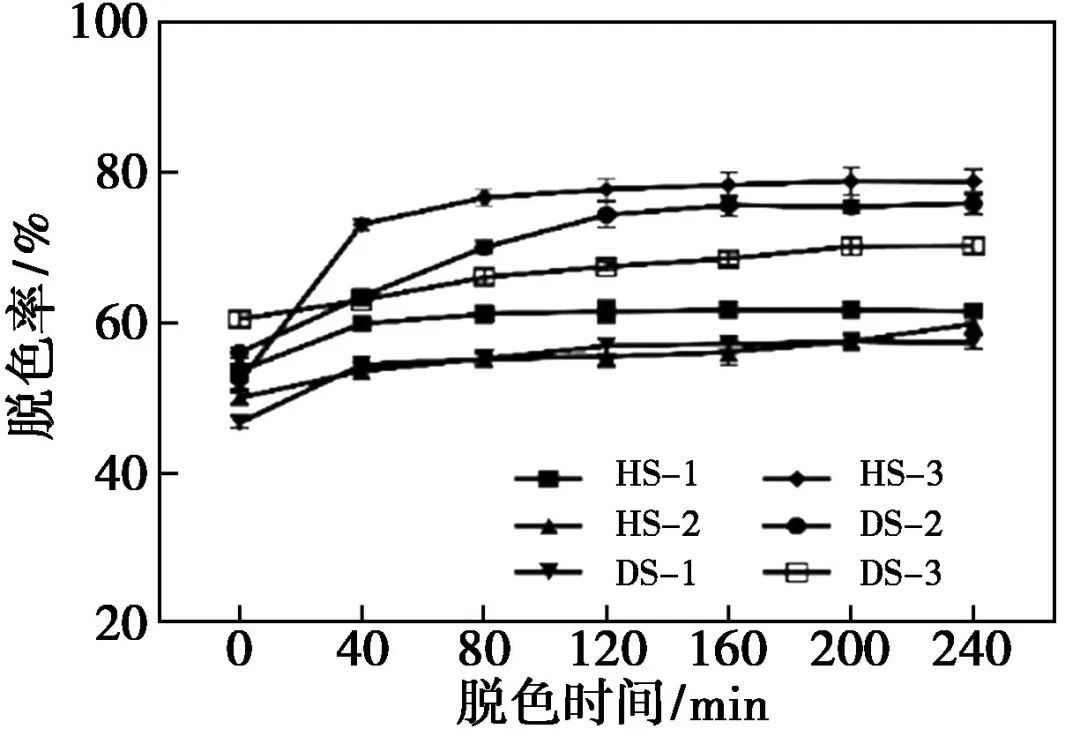
图2 不同树脂脱色效果对比
2.3 单因素实验结果
2.3.1 阴阳离子交换树脂体积比对发酵液精制纯化效果影响
阴阳离子交换树脂体积比对发酵液精制纯化效果的影响如图3所示。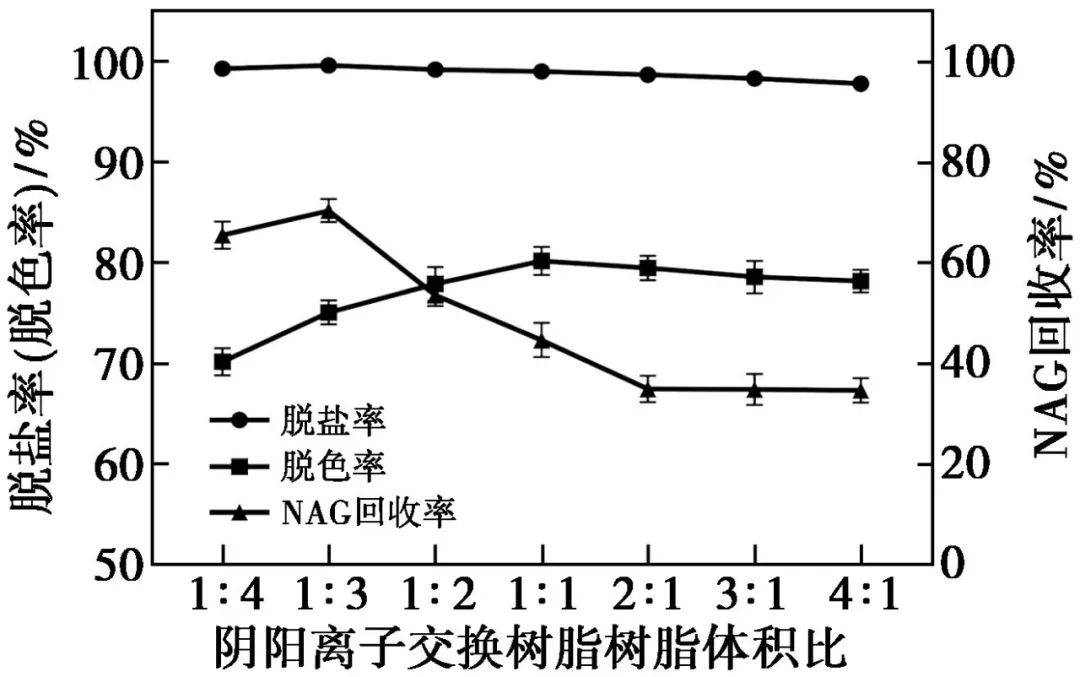
图3 阴阳离子交换树脂体积比对发酵液精制纯化效果影响
2.4 响应面优化精制纯化工艺
根据单因素实验结果,选择阴阳离子交换树脂体积比、上样浓度、温度为实验因素,进行三因素三水平的响应面分析实验,将温度、上样浓度、阴阳离子交换树脂体积比分别固定,发酵液脱盐率随其余2个参数变化的响应面图与等高线图如图4所示。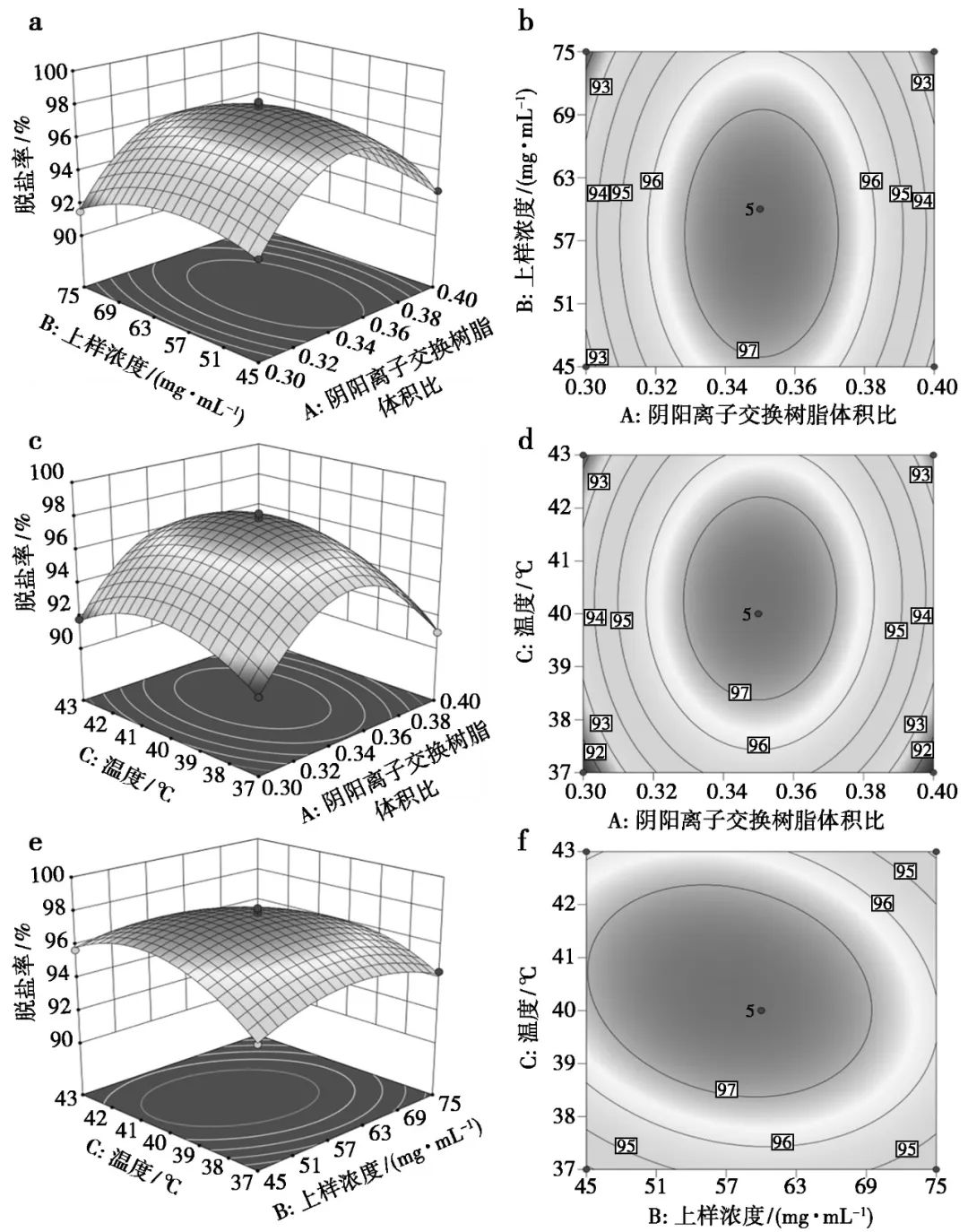
a、b分别为 上样浓度、阴阳离子交换树脂体积比的响应面图和等高线图;c、d分别为 温度、阴阳离子交换树脂体积比的响应面图和等高线图;e、f分别为 温度、上样浓度的响应面图和等高线图针对复杂的NAG发酵液体系,本文开发了适用于NAG精制纯化的新工艺。筛选了由DS-1树脂与HS-3树脂组成的适用于NAG发酵液精制纯化的树脂组合,在单因素实验的基础上,通过对阴阳离子交换树脂体积比、上样浓度、温度进行响应面分析实验,得到NAG发酵液精制纯化的最佳条件为阴阳离子交换树脂体积比0.35:1、上样浓度65 mg/mL、温度41 ℃,此时发酵液脱盐率为96.9%,脱色率79.5%,NAG回收率84.5%,NAG结晶纯度可达99.8%。通过对比纯化前后发酵液的各项指标变化与NAG晶体品质可以看出,精制纯化新工艺可有效去除无机盐与色素杂质,提高NAG纯度与结晶率并减少母液量。



